深圳西门子PLC中央控制器CPU416-3
更新:2023-11-04 06:00 编号:21126037 发布IP:116.224.103.5 浏览:13次





- 发布企业
- 浔之漫智控技术(上海)有限公司总部商铺
- 认证
- 资质核验:已通过营业执照认证入驻顺企:第3年主体名称:浔之漫智控技术(上海)有限公司组织机构代码:91310117MA1J3R698D
- 报价
- 人民币¥3400.00元每件
- 品牌
- 西门子
- 货期
- 现货
- 产地
- 德国
- 关键词
- 深圳西门子PLC,中央控制器,CPU416-3,电源模块,触摸屏供应
- 所在地
- 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 联系电话
- 15021292620
- 手机
- 15021292620
- 销售
- 颜娟 请说明来自顺企网,优惠更多
详细介绍
深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3
西门子代理商,西门子授权代理商,西门子授权一级代理商,西门子总代理商,西门子触摸屏代理商,西门子触摸屏授权代理商,西门子触摸屏
一级代理商,西门子触摸屏总代理商,西门子变频器代理商,西门子变频器一级代理商,西门子变频器总代理商,西门子变频器授权代理商,
西门子PLC代理商,西门子PLC总代理商,西门子PLC一级代理商,西门子PLC授权代理商,西门子PLC代理商,西门子PLC分销商,西门子CPU代理商
| 标准型CPU | 6ES7312-1AE14-0AB0 |
| 6ES7312-5BF04-0AB0 | |
| 6ES7313-5BG04-0AB0 | |
| 6ES7313-5BG04-4AB1 | |
| 6ES7313-5BG04-4AB2 | |
| 6ES7313-6BG04-0AB0 | |
| 6ES7313-6CG04-0AB0 | |
| 6ES7313-6CG04-4AB1 | |
| 6ES7313-6CG04-4AB2 | |
| 6ES7314-1AG14-0AB0 | |
| 6ES7314-6BH04-0AB0 | |
| 6ES7314-6CH04-0AB0 | |
| 6ES7314-6CH04-4AB1 | |
| 6ES7314-6CH04-4AB2 | |
| 6ES7314-6EH04-0AB0 | |
| 6ES7314-6EH04-4AB1 | |
| 6ES7314-6EH04-4AB2 | |
| 6ES7315-2AH14-0AB0 | |
| 6ES7315-2EH14-0AB0 | |
| 6ES7317-2AK14-0AB0 | |
| 6ES7317-2EK14-0AB0 | |
| 6ES7318-3EL01-0AB0 |
 西门子S7-200SMART如何画三角形
西门子S7-200SMART如何画三角形
一、 实验设备介绍
(1) 西门子S7-200SMART系列PLC,CPU型号为ST20。
(2)XYZ轴平台一套,该平台有三个步进驱动器,三套电机配合丝杆,在本例子因ST20型号的CPU只支持2轴高速脉冲输出,只驱动X轴和Y轴。实验平台如下图所示:
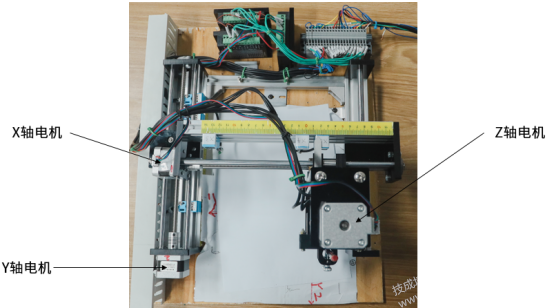
注:定义往电机方向移动为正方向,丝杆的逻辑为4mm,步进驱动的细分设置为3200个脉冲一转。
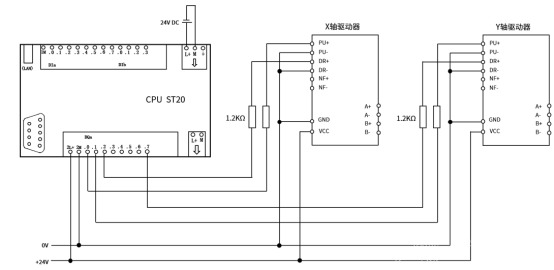
CPU输出端Q0.0和Q0.2分半为X轴的脉冲和方向信号,Q0.1和Q0.7位Y轴的脉冲和放信号,步进驱动器有PLC的接线图如下所示:
二、 直线插补算法说明
如下图所示,原点,1#点,2#点,三点构成了一个三角形,若需要使用S7-200SMART系列PLC驱动前面所描述的XY轴实验平台画出来,则需要用到XY轴运动来实现走直线的功能,但S7-200SMART系列PLC没有直线插补功能,只能考虑自编程序来实现。
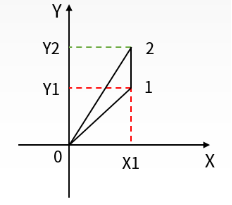
如上图所示,X轴和Y轴要从原点启动到1#点位置,则X轴和Y轴所移动的时间是相同的,已知目标位置的坐标及一个轴的速度(主站速度),根据已知的轴的位置和速度计算出时间后再去计算出一个轴的速度。根据此原则则可得到如下公式:

三、三角形移动程序设计说明
根据分析,对S7-200SMART系列PLC的驱动XY轴平台实现三角形运动的程序设计主要分为“运动向导的组态配置”、“初始化与回原点程序”、“速度换算程序”、“取**值程序”、“开始运行程序”几部分组成。
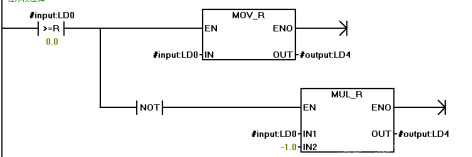
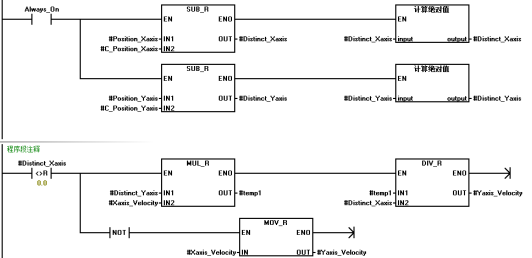
(1)速度换算程序
速度换算程序,根据给定的X轴的速度,计算出Y轴的速度,在输的计算中为了保证计算得到的速度值为正数,对目标位置减去当前位置后得到的结果去**值运算,还需要编写取**值的子程序。如下图所示,第一段程序为取**值运算的子程序,第二段为速度换算的子程序。
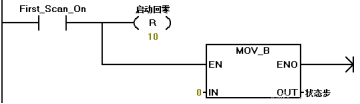
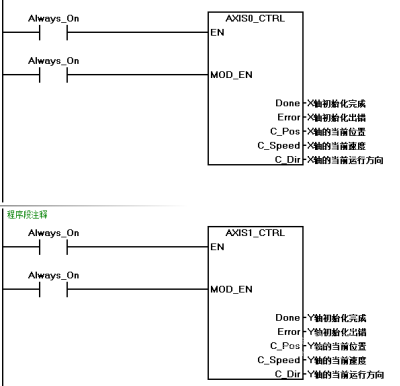
(2)初始化和回原点程序设计
对X轴和Y轴分别进行初始化,初始化程序如下图所示
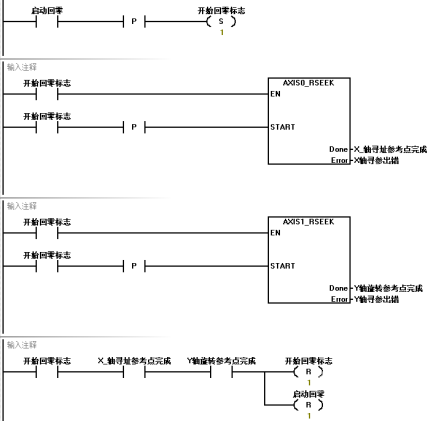
对X轴和Y轴分别心回原点操作,使画笔移动到原点位置
(3)编写走三角形运行程序
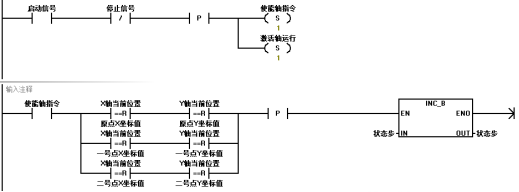
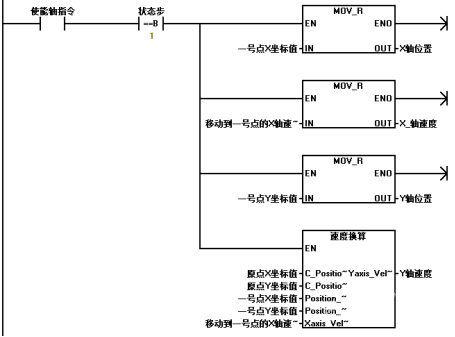
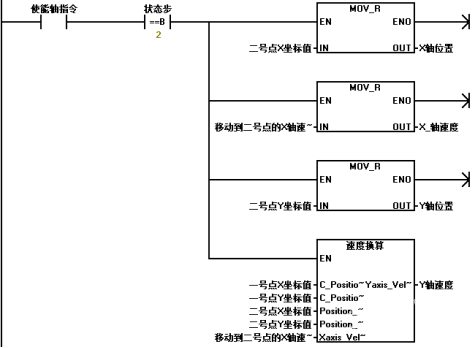
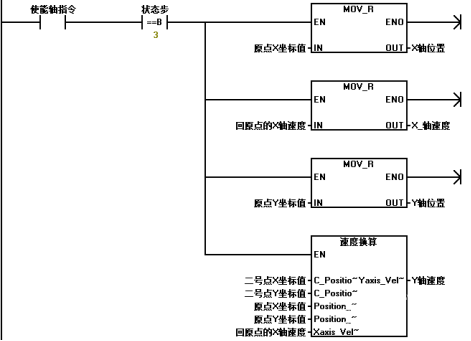
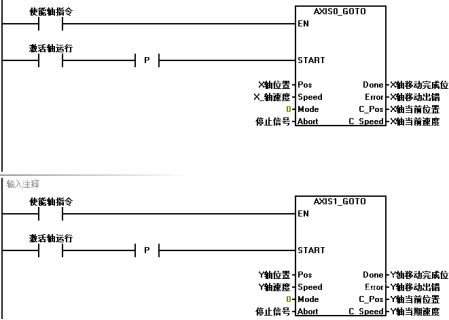
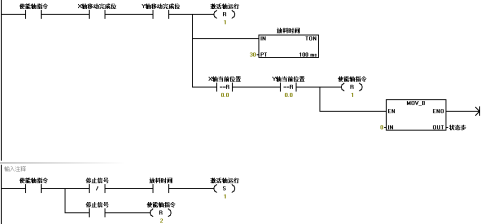
深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3深圳西门子PLC中央控制器CPU416-3
- 我们的产品目录
- PLC模块
| 成立日期 | 2019年09月10日 | ||
| 法定代表人 | 袁宜男 | ||
| 注册资本 | 500 | ||
| 主营产品 | 主营西门子模块、PLC模块、变频器模块、触摸屏模块、电源模块、伺服电机、交换机、电缆 | ||
| 经营范围 | 从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务,工业自动化设备安装,工业自动化控制设备、电气设备、机电设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售,商务信息咨询,软件开发,建筑装修装饰建设工程专业施工,建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售 | ||
| 公司简介 | 从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务、工业自动化设备安装、工业自动化控制设备、电气设备、机电设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售、商务信息咨询、软件开发、建筑装修装饰建设工程施工、建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售。浔之漫智控技术上海有限公司出售西门子S7-200PLC,西门 ... | ||
- SIMATIC西门子6ES7510-1DJ01-0AB0SIMATIC西门子6ES7510-1DJ01-0AB0SIMATIC西门子6E... 2023-11-04
- 6ES72231PL220XA8模块一级代理商6ES72231PL220XA8模块一级代理商6ES72231PL220XA8模... 2023-11-04
- 6ES7288-2DR16-0AA0模块总代理6ES7288-2DR16-0AA0模块总代理6ES7288-2DR16-0AA... 2023-11-04
- 2023西门子通讯网卡2023西门子通讯网卡2023西门子通讯网卡2023西门子通讯网卡传感器电路板集... 2023-11-04
- CN模块代理商6ES72231PH220XA8CN模块代理商6ES72231PH220XA8CN模块代理商6ES72231PH... 2023-11-04
 2023更新张家界西门子一级代理商2,200.00元/件
2023更新张家界西门子一级代理商2,200.00元/件
品牌:西门子 西门子S7-200模块CPU继电器2,200.00元/件
西门子S7-200模块CPU继电器2,200.00元/件
品牌:西门子 6AV2125-2AE23-0AX0总代理商2,200.00元/台
6AV2125-2AE23-0AX0总代理商2,200.00元/台
品牌:西门子 西门子S7-200模块CN模块2,200.00元/台
西门子S7-200模块CN模块2,200.00元/台
品牌:西门子 常德西门子低压断路器一级代理商3,400.00元/台
常德西门子低压断路器一级代理商3,400.00元/台
品牌:西门子 东莞西门子S7-1200模块代理商1,100.00元/台
东莞西门子S7-1200模块代理商1,100.00元/台
品牌:西门子 西门子PLC中央控制单元CPU1,100.00元/件
西门子PLC中央控制单元CPU1,100.00元/件
品牌:西门子- 益阳西门子电缆一级代理商1,100.00元/台
品牌:西门子  金华西门子S7-200模块继电器输出1,100.00元/台
金华西门子S7-200模块继电器输出1,100.00元/台
品牌:西门子 6AV6647-0AH11-3AX1触摸屏供应3,500.00元/台
6AV6647-0AH11-3AX1触摸屏供应3,500.00元/台
品牌:西门子








